

1. Sürgülü vana bakımı
1.1 Ana teknik parametreler:
DN: NPS1”~ NPS28”
PN: CL150~CL2500
Ana parçaların malzemesi: ASTM A216 WCB
Kök—ASTM A276 410;Koltuk—ASTM A276 410;
Sızdırmazlık yüzeyi —VTION
1.2 Geçerli Kodlar ve Standartlar: API 6A、API 6D
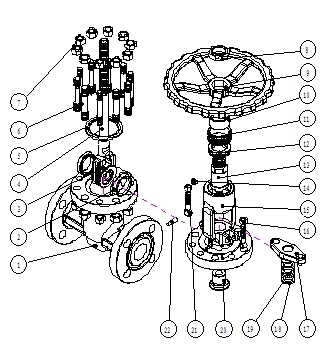
1.3 Vananın yapısı (bkz. Şekil 1)
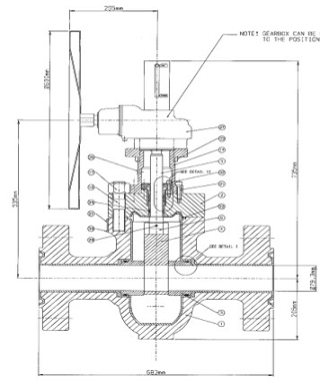
Şekil 1 Sürgülü vana
2. Denetim ve bakım
2.1: Dış yüzeyin muayenesi:
Herhangi bir hasar olup olmadığını kontrol etmek için vananın dış yüzeyini inceleyin ve ardından numaralandırın;Bir kayıt yapın.
2.2 Kabuğu ve contayı inceleyin:
Herhangi bir sızıntı durumu olup olmadığını kontrol edin ve bir muayene kaydı tutun.
3. Vananın Sökülmesi
Vana sökülmeden önce kapatılmalı ve bağlantı cıvataları gevşetilmelidir.Cıvataları gevşetmek için uygun ayarlanabilir olmayan anahtar seçilmelidir. Somunlar ayarlanabilir anahtarla kolayca hasar görecektir.
Paslı cıvata ve somunlar gazyağı veya sıvı pas sökücü ile ıslatılmalıdır;Vida dişi yönünü kontrol edin ve ardından yavaşça çevirin.Sökülen parçalar numaralandırılmalı, işaretlenmeli ve düzenli tutulmalıdır.Çizilmeyi önlemek için gövde ve kapı diski brakete yerleştirilmelidir.
3.1 Temizleme
Yedek parçaların gazyağı, benzin veya temizlik maddeleriyle fırçalanarak yumuşak bir şekilde temizlendiğinden emin olun.
Temizledikten sonra yedek parçaların yağsız ve paslı olmadığından emin olun.
3.2 Yedek parçaların muayenesi.
Tüm yedek parçaları inceleyin ve kayıt tutun.
Muayene sonucuna göre uygun bir bakım planı yapın.
4. Yedek parçaların onarımı
Yedek parçaları muayene sonucuna ve bakım planına göre onarın;Gerekirse yedek parçaları aynı malzemelerle değiştirin.
4.1 Kapının onarımı:
①T-yuvasının onarımı: Kaynak, T-yuvası kırığı onarımında, T-yuvası distorsiyonunun düzeltilmesinde, her iki tarafı da takviye çubuğuyla kaynaklamak için kullanılabilir.T yuvası tabanını onarmak için yüzey kaplama kaynağı kullanılabilir.Stresi ortadan kaldırmak için kaynak sonrası ısıl işlem kullanarak ve ardından incelemek için PT penetrasyonunu kullanarak.
②Düşmenin onarımı:
Düşmüş, kapı sızdırmazlık yüzeyi ile Yatak sızdırmazlık yüzeyi arasındaki boşluk veya ciddi yerinden çıkma anlamına gelir.Paralel sürgülü vana düşerse, üst ve alt kamayı kaynaklayabilir, ardından taşlama işlemini gerçekleştirebilirsiniz.
4.2 Sızdırmazlık yüzeyinin onarımı
Valf iç sızıntısının ana nedeni sızdırmazlık yüzeyinin hasar görmesidir.Hasar ciddiyse, sızdırmazlık yüzeyinin kaynaklanması, işlenmesi ve taşlanması gerekir.Ciddi değilse, sadece taşlama.Taşlama ana yöntemdir.
A.Öğütmenin temel prensibi:
Taşlama takımının yüzeyini iş parçasıyla birleştirin.Aşındırıcıyı yüzeyler arasındaki boşluğa enjekte edin ve ardından taşlama aletini taşlamak için hareket ettirin.
B.Kapı sızdırmazlık yüzeyinin taşlanması:
Taşlama modu: manuel mod çalışması
Aşındırıcıyı plakanın üzerine eşit şekilde sürün, iş parçasını plakanın üzerine koyun ve ardından düz veya "8" çizgide taşlama yaparken döndürün.
4.3 Sapın onarımı
A.Mil sızdırmazlık yüzeyindeki herhangi bir çizik veya pürüzlü yüzey tasarım standardına uymuyorsa sızdırmazlık yüzeyi onarılacaktır.Onarım yöntemleri: düz taşlama, Dairesel taşlama, Gazlı bez taşlama, makine taşlama ve Koni taşlama;
B.Valf sapı >%3 bükülmüşse, yüzey kalitesinin ve işlem çatlağı tespitinin sağlanması için merkezsiz taşlama makinesiyle Düzeltme işlemini gerçekleştirin.Doğrultma yöntemleri: Statik basınçla düzleştirme, Soğuk doğrultma ve Isıyla düzleştirme.
C.Kök başlığı onarımı
Sap başı, açık-kapalı parçalarla birbirine bağlanan gövde parçaları (gövde küresi, gövde üstü, üst kama, bağlantı oluğu vb.) anlamına gelir.Onarım yöntemleri: kesme, kaynaklama, halka takma, tapa takma vb.
D.Muayene şartını karşılayamıyorsa aynı malzeme ile yeniden üretilmelidir.
4.4 Gövdenin her iki tarafındaki flanş yüzeyinde herhangi bir hasar varsa, standart gereklilikleri karşılayacak şekilde işleme tabi tutulmalıdır.
4.5 Onarımdan sonra standart gereksinimleri karşılayamıyorsa, gövde RJ bağlantısının her iki tarafı da kaynaklanmalıdır.
4.6 Aşınma parçalarının değiştirilmesi
Aşınma parçaları arasında conta, salmastra, O-ring vb. yer alır. Aşınma parçalarını bakım gerekliliklerine göre hazırlayın ve kayıt altına alın.
5. Montaj ve kurulum
5.1 Hazırlıklar: Onarılan yedek parçaları, contayı, ambalajı ve montaj aletlerini hazırlayın.Tüm parçaları sıraya koyun;yere yatmayın.
5.2 Temizlik kontrolü: Yedek parçaları (bağlantı elemanı, conta, mil, somun, gövde, kapak, boyunduruk vb.) Gazyağı, benzin veya temizlik maddesiyle temizleyin.Yağ ve pas olmadığından emin olun.
5.3 Kurulum:
İlk önce gövdenin girintisini ve kapak sızdırmazlık yüzünü kontrol edin, bağlantı durumunu doğrulayın;
Temiz tutmak için gövdeyi, kaputu, kapıyı, sızdırmazlık yüzeyini temizleyin, silin, Yedek parçaları sırayla takın ve cıvataları simetrik olarak sıkın.
Gönderim zamanı: Mayıs-19-2022